 ENG
ENG 
1. Ang tungkulin at aplikasyon ng PVC injection molding machine
Bilang pangunahing kagamitan ng industriya ng pagpoproseso ng plastik, ang PVC injection molding machine ay may mahalagang papel sa industriyal na larangan ng pagmamanupaktura ngayon. Ang polyvinyl chloride (PVC), bilang isang versatile, cost-effective at matibay na thermoplastic material, ay malawakang ginagamit sa maraming larangan tulad ng construction, medikal, sasakyan at consumer goods sa pamamagitan ng proseso ng injection molding.

Ang PVC injection molding machine ay isang espesyal na kagamitan sa paghubog ng iniksyon na espesyal na ginagamit para sa pagproseso ng mga polyvinyl chloride na materyales, na sumasakop sa isang hindi mapapalitang posisyon sa industriya ng pagpoproseso ng plastik. Ayon sa istatistika ng data ng industriya, humigit-kumulang 23% ng produksyon ng plastic injection molding sa mundo ay nagsasangkot ng mga materyales na PVC, lalo na sa larangan ng pagbuo ng mga tubo, kagamitang medikal at mga wire at cable, ang ratio ng aplikasyon ng PVC injection molding machine ay kasing taas ng higit sa 60%. Sa likod ng malawak na aplikasyon na ito ay ang mga natatanging bentahe ng pagganap ng mga materyales ng PVC sa kanilang sarili at ang mahusay na kumbinasyon ng proseso ng paghubog ng iniksyon.
Ang pangunahing pag-andar ng PVC injection molding machine ay ang pagbabago ng mga hilaw na materyales sa mga produktong plastik na may tiyak na sukat at functional na katangian sa pamamagitan ng tatlong pangunahing yugto: pagpainit ng plasticization, high-pressure injection at mold molding. Kung ikukumpara sa mga pangkalahatang injection molding machine, ang mga PVC injection molding machine ay na-optimize para sa mga katangian ng PVC na materyales, at maaaring epektibong malampasan ang mga teknikal na paghihirap sa pagpoproseso ng PVC, tulad ng mahinang thermal stability, mataas na melt lagkit, at madaling agnas. Sa industriya ng konstruksiyon, ang mga pipe fitting, joints, at door and window accessories na ginawa ng PVC injection molding machine ay may mahusay na weather resistance at chemical stability; sa larangang medikal, ang mga produkto tulad ng mga infusion bag at catheter na hinulma ng PVC injection molding ay nakakatugon sa mahigpit na mga kinakailangan sa biocompatibility.
Mula sa pananaw ng industriyal na kadena, ang mga PVC injection molding machine ay nasa gitnang link sa pagitan ng mga hilaw na materyales at terminal application, at ang kanilang teknikal na antas ay direktang nakakaapekto sa kalidad at gastos sa produksyon ng panghuling produkto. Ang isang kwalipikadong PVC injection molding machine ay karaniwang binubuo ng mga pangunahing bahagi tulad ng injection system, mold clamping system, hydraulic system, control system, at temperature control system. Tinitiyak ng pinagsama-samang gawain ng mga sistemang ito na makukumpleto ng mga materyales ng PVC ang proseso ng paghubog sa ilalim ng pinakamainam na mga kondisyon. Sa pagpapabuti ng mga kinakailangan sa pangangalaga sa kapaligiran at paglago ng mga medikal na pangangailangan, ang mga PVC injection molding machine ay umuunlad sa isang mas tumpak, nakakatipid ng enerhiya at matalinong direksyon.
Ang pagtitiyak sa industriya ng PVC injection molding machine ay makikita rin sa kanilang kakayahang umangkop sa mga materyal na formulations. Ang PVC, bilang isang plastik na ang mga katangian ay maaaring iakma ng mga additives, ay nahahati sa dalawang kategorya: matibay na PVC (RPVC) at nababaluktot na PVC (FPVC). Ang matibay na PVC ay may mataas na lakas at tigas at kadalasang ginagamit sa mga materyales sa gusali; habang ang nababaluktot na PVC ay nagiging malambot at nababanat dahil sa pagdaragdag ng mga plasticizer, at angkop para sa mga produkto tulad ng mga medikal na tubo. Ang mga PVC injection molding machine ay kailangang mahawakan ang dalawang makabuluhang magkaibang uri ng mga materyales, na nangangailangan ng kagamitan na magkaroon ng mas malawak na window ng proseso at mas nababaluktot na mga kakayahan sa pagsasaayos ng parameter. Kasabay nito, sa lalong mahigpit na mga regulasyong pangkapaligiran, ang paggamit ng mga stabilizer na walang lead at mga bagong plasticizer na friendly sa kapaligiran ay naglagay din ng mga bagong teknikal na kinakailangan para sa mga PVC injection molding machine.
Sa mga tuntunin ng mga benepisyo sa ekonomiya, ang PVC injection molding machine ay nagbibigay sa mga tagagawa ng mataas na mapagkumpitensyang solusyon sa produksyon. Kung ikukumpara sa pagproseso ng metal o iba pang mga proseso ng paghubog ng plastik, ang PVC injection molding ay may mga bentahe ng maikling cycle, mataas na paggamit ng materyal, at mababang labor demand, na partikular na angkop para sa produksyon ng malakihang standardized na mga produkto. Ang pagkuha ng PVC pipe fittings sa industriya ng konstruksiyon bilang isang halimbawa, ang pang-araw-araw na kapasidad ng produksyon ng isang medium-sized na PVC injection molding machine ay maaaring umabot sa 5,000-8,000 piraso, at ang error sa timbang ng produkto ay maaaring kontrolin sa loob ng ± 0.5%. Ang ganitong katumpakan at kahusayan ay mahirap makamit sa ibang mga proseso. Bilang karagdagan, ang mga PVC injection molding machine ay mayroon ding mga katangian ng mahabang buhay ng amag (karaniwan ay hanggang 500,000 hanggang 1 milyong beses) at medyo mababa ang pagkonsumo ng enerhiya (mga 40% na pagtitipid ng enerhiya kumpara sa metal die casting), na higit na nakakabawas sa mga gastos sa produksyon.
Sa patuloy na pag-unlad ng trend ng "plastic replacing steel", ang kahalagahan ng PVC injection molding machines ay higit na i-highlight. Lalo na sa larangan ng aplikasyon ng paghabol sa magaan, paglaban sa kaagnasan at kontrol sa gastos, ang mga produktong PVC injection molding ay patuloy na pinapalitan ang mga tradisyonal na materyales. Bilang pangunahing kagamitan upang makamit ang pagbabagong ito, ang teknolohikal na pagbabago at pagpapalawak ng merkado ng PVC injection molding machine ay patuloy na maakit ang atensyon ng industriya.
2. Prinsipyo ng pagtatrabaho at daloy ng proseso ng PVC injection molding machine
Ang prinsipyo ng pagtatrabaho ng PVC injection molding machine ay batay sa mga katangian ng paghubog ng thermoplastics. Sa pamamagitan ng tumpak na pagkontrol sa mga parameter tulad ng temperatura, presyon at bilis, ang mga hilaw na materyales ng PVC ay na-convert sa mga produkto ng nais na hugis. Pinagsasama ng prosesong ito ang mga multidisciplinary na teknolohiya tulad ng mechanical engineering, materials science at awtomatikong kontrol upang bumuo ng isang kumplikado at tumpak na sistema ng pagproseso. Ang pag-unawa sa prinsipyo ng pagtatrabaho ng PVC injection molding machine ay mahalaga sa pag-optimize ng mga proseso ng produksyon at pagpapabuti ng kalidad ng produkto.
Komposisyon at pag-andar ng system
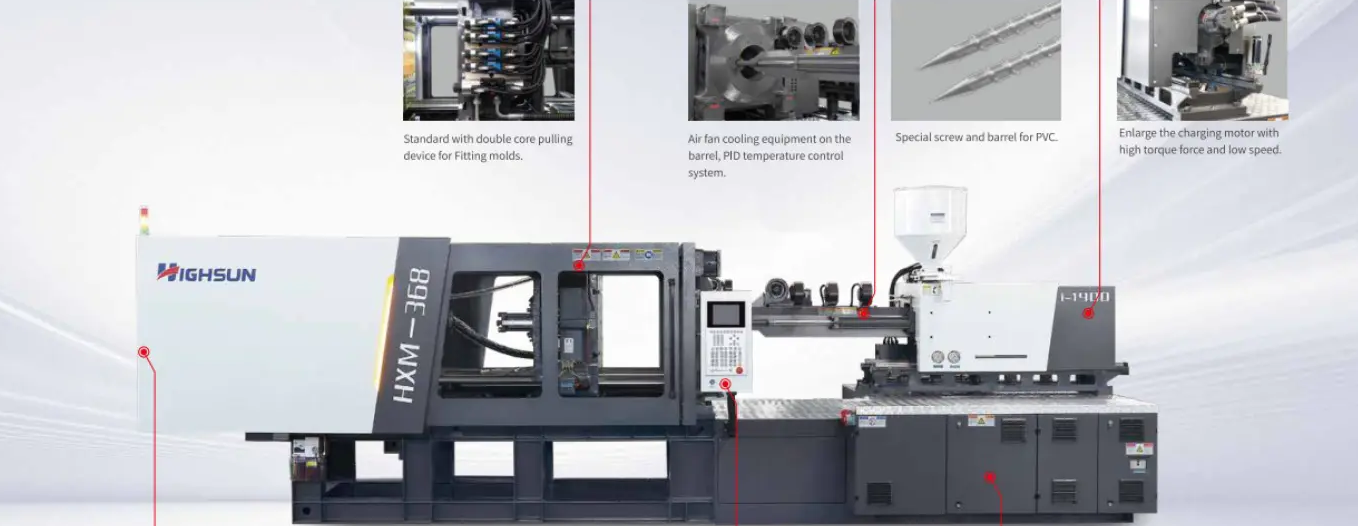
Ang PVC injection molding machine ay pangunahing binubuo ng limang system: injection system, clamping system, hydraulic system, control system at temperature control system. Ang sistema ng pag-iniksyon ay responsable para sa plasticization at iniksyon ng mga materyales na PVC. Ito ang pangunahing bahagi ng kagamitan at may kasamang mga pangunahing bahagi tulad ng hopper, barrel, screw at nozzle. Hindi tulad ng mga pangkalahatang injection molding machine, ang turnilyo ng PVC injection molding machine ay karaniwang may espesyal na disenyo, na may maliit na ratio ng haba-sa-diameter (L/D) (karaniwan ay nasa pagitan ng 18:1 at 22:1) at isang mababang compression ratio (mga 1.8-2.5) upang mabawasan ang shear heat input sa heat-sensitive na PVC na materyales. Ang sistema ng pag-clamping ay nagbibigay ng pagbubukas at pagsasara at puwersa ng pag-clamping ng amag upang matiyak na ang amag ay hindi mabubuksan ng presyon ng pagkatunaw sa panahon ng proseso ng paghuhulma. Kasama sa mga structural form nito ang toggle type, hydraulic type at electric type. Ang hydraulic system ay nagbibigay ng kapangyarihan para sa buong makina at kinokontrol ang paggalaw ng bawat actuator; ang control system ay responsable para sa setting ng parameter, kontrol ng programa at pagsubaybay sa proseso; ang sistema ng pagkontrol ng temperatura ay nagpapanatili ng tumpak na temperatura ng bariles at amag, na partikular na mahalaga para sa mga materyal na sensitibo sa init tulad ng PVC.
Pagsusuri ng ikot ng trabaho
Ang PVC injection molding ay isang cyclical na proseso, at ang bawat cycle ay naglalaman ng isang serye ng mga maayos na aksyon. Ayon sa mga pamantayan ng industriya, ang isang kumpletong siklo ng pagtatrabaho ay kinabibilangan ng mga sumusunod na yugto: pagsasara ng amag → iniksyon → pressure holding → paglamig → plasticization → pagbubukas ng amag → pagbuga ng mga produkto.
Sa yugto ng pagsasara ng amag, ang amag ay sarado sa ilalim ng mataas na presyon, at ang puwersa ng pag-clamping ay kinakalkula batay sa lugar ng projection ng produkto at presyon ng iniksyon, karaniwang 30-80MPa. Sa yugto ng pag-iniksyon, umuusad ang tornilyo upang iturok ang tinunaw na PVC sa harap na dulo ng bariles sa lukab ng amag sa mataas na presyon (karaniwan ay 80-180MPa) at mataas ang bilis. Ang prosesong ito ay tumatagal ng ilang segundo, at ang bilis ng pag-iniksyon ay maaaring kontrolin sa mga seksyon upang umangkop sa mga kumplikadong istruktura ng produkto. Ang pagpapanatili ng isang tiyak na presyon sa yugto ng paghawak ng presyon upang mapunan ang materyal na nabawasan dahil sa pag-urong ng paglamig ay mahalaga sa katumpakan ng dimensional at kalidad ng ibabaw ng produkto. Ang yugto ng paglamig ay nagpapahintulot sa produkto na patigasin sa amag, at ang oras ay nakasalalay sa kapal ng pader at kahusayan sa paglamig. Sa yugto ng plasticization, ang turnilyo ay umiikot upang dalhin at matunaw ang bagong materyal pasulong upang maghanda para sa susunod na cycle, at umatras sa nakatakdang posisyon sa parehong oras. Sa wakas, ang amag ay bubukas, at ang ejection mechanism ay nagde-demolds sa produkto upang makumpleto ang isang cycle.
Talahanayan: Mga karaniwang hanay ng parameter ng proseso para sa PVC injection molding
| Kategorya ng parameter | Rigid PVC (RPVC) | Malambot na PVC (FPVC) | Pangunahing epekto |
| Temperatura ng bariles(℃) | 160-190 | 150-180 | Matunaw ang pagkalikido, panganib ng thermal decomposition |
| Temperatura ng amag (℃) | 30-50 | 20-40 | Rate ng paglamig, pagtakpan ng ibabaw |
| Presyon ng iniksyon (MPa) | 80-150 | 70-130 | Integridad ng pagpuno ng amag, panloob na stress |
| Holding pressure (MPa) | 40-80 | 30-60
| Pag-urong, dimensional na katumpakan |
| Bilis ng tornilyo (rpm) |
30-70 | 25-60
| Ang kalidad ng plasticization, paggugupit ng init |
| Presyon sa likod (MPa) | 3-10 | 2-8 | Matunaw density, plasticization kahusayan |
- Mga Katangian ng Pagproseso ng PVC
Ang PVC injection molding ay may makabuluhang pagkakaiba sa proseso kumpara sa mga pangkalahatang plastik tulad ng PP at PE, na higit sa lahat ay dahil sa mga materyal na katangian ng PVC. Ang PVC ay may mahinang thermal stability at madaling mabulok upang palabasin ang hydrogen chloride (HCl) sa mataas na temperatura. Samakatuwid, ang window ng temperatura ng pagproseso ay makitid, kadalasang kinokontrol sa loob ng hanay na 150-190°C, na mas mababa kaysa sa teoretikal na temperatura ng agnas nito (mga 210°C). Upang matugunan ang hamon na ito, ang mga PVC injection molding machine ay karaniwang nilagyan ng mas tumpak na mga sistema ng pagkontrol sa temperatura, na may katumpakan sa pagkontrol ng temperatura ng zone na hanggang ±1°C, at isang espesyal na disenyo ng turnilyo upang mabawasan ang pag-init ng gupit. Kasabay nito, ang PVC melt ay may mataas na lagkit at mahinang mga katangian ng daloy, na nangangailangan ng mas mataas na presyon ng iniksyon (karaniwang 20-30% na mas mataas kaysa sa PP) upang ganap na mapuno ang amag. Bilang karagdagan, ang mga additives sa PVC formula tulad ng mga stabilizer at lubricant ay maaaring bumuo ng mga deposito sa barrel, kaya ang PVC injection molding machine ay nangangailangan ng mas madalas na paglilinis at pagpapanatili.
- Mga Prinsipyo ng Plasticization at Injection
Ang proseso ng plasticization ng PVC ay isang kumplikadong proseso ng pagbabago ng pisikal na estado. Matapos makapasok ang solidong mga particle ng PVC sa bariles mula sa hopper, sumasailalim sila sa pagbabago mula sa malasalamin na estado, mataas na nababanat na estado hanggang sa malapot na estado ng daloy sa ilalim ng pag-init at paggugupit. Ang pag-ikot ng tornilyo ay bumubuo ng isang drag flow upang dalhin ang materyal pasulong, habang ang pagkilos ng paggugupit at panlabas na pag-init ay unti-unting natutunaw ang PVC. Dahil ang PVC ay isang polar na materyal, ang pag-uugali ng pagkatunaw nito ay iba sa mga non-polar na plastik tulad ng PE, at nangangailangan ng mas mataas na input ng enerhiya. Sa dulo ng plasticization, ang tinunaw na PVC ay naipon sa harap na dulo ng tornilyo, na itinutulak ang tornilyo pabalik sa nakatakdang posisyon. Sa yugto ng pag-iniksyon, ang tornilyo ay binago sa isang plunger, at ang matunaw ay iniksyon sa lukab ng amag sa isang pare-pareho ang bilis o naka-segment na bilis sa ilalim ng pagtulak ng haydroliko na silindro. Ang pag-uugali ng daloy ng PVC na natutunaw sa lukab ng amag ay apektado ng temperatura ng amag, disenyo ng runner at mga parameter ng iniksyon. Maaaring maiwasan ng mga makatwirang setting ng proseso ang mga depekto gaya ng mga marka ng spray at mga linya ng weld.
- Mga pangunahing punto ng kontrol sa proseso
Ang matagumpay na PVC injection molding ay nakasalalay sa tumpak na kontrol ng mga pangunahing parameter. Ang kontrol sa temperatura ay ang pangunahing kadahilanan. Ang bariles ay karaniwang nahahati sa 3-5 na mga zone ng temperatura. Ang gradient ng temperatura ay tumataas mula sa feed port patungo sa nozzle, ngunit ang pinakamataas na temperatura ay hindi lalampas sa 190°C upang maiwasan ang agnas. Ang bilis ng pag-iniksyon ay nakakaapekto sa melt filling mode at molecular orientation. Ang mga produktong may makapal na pader ay dapat punan sa mababang bilis upang mabawasan ang natitirang stress, habang ang mga bahaging may manipis na pader ay nangangailangan ng mataas na bilis ng pag-iniksyon upang maiwasan ang napaaga na pamumuo. Direktang nakakaapekto ang setting ng hawak na presyon at oras sa rate ng pag-urong at dimensional na katatagan ng produkto, at kailangang i-optimize ayon sa istruktura ng produkto at mga katangian ng materyal. Ang oras ng paglamig ay nagkakahalaga ng 60-70% ng buong cycle. Ang pag-optimize sa disenyo ng mga channel ng paglamig ng tubig ay maaaring mapabuti ang kahusayan sa produksyon. Ang mga PVC injection molding machine ay kadalasang gumagamit ng closed-loop control system upang subaybayan at isaayos ang mga parameter na ito sa real time upang matiyak ang katatagan ng proseso at pagkakapare-pareho ng produkto.
Ang prinsipyong gumagana ng PVC injection molding machine ay naglalaman ng perpektong kumbinasyon ng mekanikal na disenyo at materyal na agham. Sa pamamagitan ng tumpak na pagkontrol sa mga proseso ng thermodynamic at rheological, ang mga hilaw na materyales ng PVC ay na-convert sa mga produktong plastik na may iba't ibang mga function. Ang pag-master ng mga prinsipyong ito ay ang teoretikal na batayan para sa pag-optimize ng mga proseso ng produksyon at paglutas ng mga problema sa kalidad.
3. Mga katangian ng kagamitan at teknikal na bentahe ng PVC injection molding machine
Bilang isang uri ng espesyal na kagamitan sa pagpoproseso ng plastik, ang PVC injection molding machine ay may serye ng mga natatanging disenyo na tumutugma sa mga katangian ng materyal. Ang mga tampok na ito ay nagbibigay-daan upang magpakita ng mga makabuluhang teknikal na bentahe kapag nagpoproseso ng mga materyales na PVC. Mula sa mekanikal na istraktura hanggang sa control system, ang bawat link ng PVC injection molding machine ay sumasalamin sa maingat na disenyo para sa mga espesyal na pangangailangan ng PVC processing.
- Espesyal na disenyo ng tornilyo
Ang pangunahing tampok ng PVC injection molding machine ay ang espesyal na istraktura ng tornilyo. Kung ikukumpara sa ordinaryong injection molding machine screws, ang PVC special screws ay may mga sumusunod na katangian: small aspect ratio (L/D) (karaniwang sa pagitan ng 18:1 at 22:1), binabawasan ang materyal na oras ng paninirahan; mababang compression ratio (tungkol sa 1.8-2.5), na angkop para sa PVC powder o madaling compressible particle; malalim na uka ng tornilyo, binabawasan ang rate ng paggugupit at pagbuo ng init ng friction; pagdaragdag ng seksyon ng hadlang o paghahalo ng ulo upang mapabuti ang pagkakapareho ng matunaw. Ang disenyong ito ay epektibong nilulutas ang problema ng mahinang thermal stability ng PVC at pinipigilan ang overheating at decomposition ng mga materyales sa panahon ng plasticization. Ang screw material ay karaniwang gawa sa double alloy steel o espesyal na ginagamot sa ibabaw upang mapabuti ang wear resistance at corrosion resistance upang makayanan ang HCl acid gas na maaaring mabuo sa panahon ng pagpoproseso ng PVC. Bilang karagdagan, ang saklaw ng bilis ng tornilyo ng PVC injection molding machine ay medyo makitid (karaniwan ay 30-70rpm), at maaari itong tumpak na kontrolin upang maiwasan ang labis na paggugupit na dulot ng masyadong mataas na bilis.
- Pag-optimize ng sistema ng pagkontrol ng temperatura






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288